DONCHAMP® Cast Acrylic Sheet
Thermoforming Suggested Procedure
Please note that DONCHAMP® Acrylic is a the thermo plastic substrate & can be further processed through thermoforming into numerous shapes & designs.
• When the DONCHAMP® Acrylic is heated to the applicable softening temperature, the DONCHAMP® Acrylic panel will exhibit a level of shrinkage in length & width of a max. 3%.
• In using an oven heating process, this ensures a uniform temperature over the entire DONCHAMP® Acrylic surface.
• For forming in the thermo elastic/thermoplastic range, the suggested DONCHAMP®
Acrylic temperatures are: 160°C to 175°C.
• The heating period for DONCHAMP® Acrylic depends on the material thickness & the heating process being used. One important consideration is the air velocity within the oven.
• Forming by line bending of the DONCHAMP® Acrylic relates to straight line bending & angle bending.
• For line bending, where sheets of DONCHAMP® Acrylic is heated linearly, then bent or curved being fixed in position until the finished item returns to normal temperature conditions.
• Line bending is performed with the aid of a L shaped jig & or mold.
• During bending the DONCHAMP® Acrylic must be clamped on one side, to avoid stretching which will result in a reduction in thickness in the bent area. The edge of the clamp must be rounded & lined, so that it does contact the heated area, otherwise an unwanted surface imperfection will appear.
• It is suggested that the bending radius is to be 330 times the sheet thickness, where any smaller radii will induce excessive stress or possibly internal stress fractures.
• We suggest bending the DONCHAMP® Acrylic panel slightly more than required, as the thermoplastics has a memory characteristic.
• The edges of the DONCHAMP® Acrylic can be polished prior to forming/bending.
• For the DONCHAMP® Velvet product group, with matte/satin surfaces, please be aware that a low gloss shine finish will appear on the heated line area.
• Heating time will depend on the thickness, where for 4.0mm thicknesses & above we suggest that the DONCHAMP® Cast Acrylic is heated on 2 sides. The panel is formed immediately after heating and held in the formed position by hand or by jig until the panel is cooled (Approx. 60° C).
• Drape molding/forming EG. heating the DONCHAMP® Acrylic by using an oven, then either draping the softened pliable panel over a positive (male) or negative (female) mold.
• For drape molding/forming, DONCHAMP® Acrylic, the panel is heated in an air circulated controlled oven and then draped & ultimately either bent over a male mold or into a female mold. The main benefit in using this forming method, is that the material thickness in the heated area remains constant after forming.
• All masking should be removed before forming.
• Suggested forming temperature of DONCHAMP® Cast Acrylic is approximately160 – 175° C.
• Drape forming tools should be felt lined, where gloves are to be used in handling & a weight placed on top over the felt lined top female mold. It is suggested that for complex shapes a Male / female mold would be required.
• DONCHAMP® Acrylic will exhibit stretching during the forming process. The level associated with the stretching is dictated by the change in shape. With the typical forming techniques, the altered state is characterized by an enlargement of the surface and then a reduction in the panel thickness.
• DONCHAMP suggests that molds used in the drape forming process are to be preheated, to prevent any warping of the panel & create uniform cooling. We suggest covering the exposed DONCHAMP® Acrylic with a soft textile material.
• Drape forming is mostly commonly used for curved cylindrical shapes. In the drape molding process, we suggest the DONCHAMP® Acrylic panel is held in position by a clamping frame, which covers the entirety of the panel to avoid creasing. Where the elastic memory of the DONCHAMP® Acrylic panel creates difficulties in achieving the definition required, we suggest that better results can be achieved by the inclusion of a female (concave) mold.
• The heating period for DONCHAMP® Acrylic depends on the material thickness & the heating process being used. One important consideration is the air velocity within the oven.
• Forming by line bending of the DONCHAMP® Acrylic relates to straight line bending & angle bending.
• For line bending, where sheets of DONCHAMP® Acrylic is heated linearly, then bent or curved being fixed in position until the finished item returns to normal temperature conditions.
• Line bending is performed with the aid of a L shaped jig & or mold.
• During bending the DONCHAMP® Acrylic must be clamped on one side, to avoid stretching which will result in a reduction in thickness in the bent area. The edge of the clamp must be rounded & lined, so that it does contact the heated area, otherwise an unwanted surface imperfection will appear.
• It is suggested that the bending radius is to be 330 times the sheet thickness, where any smaller radii will induce excessive stress or possibly internal stress fractures.
• We suggest bending the DONCHAMP® Acrylic panel slightly more than required, as the thermoplastics has a memory characteristic.
• The edges of the DONCHAMP® Acrylic can be polished prior to forming/bending.
• For the DONCHAMP® Velvet product group, with matte/satin surfaces, please be aware that a low gloss shine finish will appear on the heated line area.
• Heating time will depend on the thickness, where for 4.0mm thicknesses & above we suggest that the DONCHAMP® Cast Acrylic is heated on 2 sides. The panel is formed immediately after heating and held in the formed position by hand or by jig until the panel is cooled (Approx. 60° C).
• Drape molding/forming EG. heating the DONCHAMP® Acrylic by using an oven, then either draping the softened pliable panel over a positive (male) or negative (female) mold.
• For drape molding/forming, DONCHAMP® Acrylic, the panel is heated in an air circulated controlled oven and then draped & ultimately either bent over a male mold or into a female mold. The main benefit in using this forming method, is that the material thickness in the heated area remains constant after forming.
• All masking should be removed before forming.
• Suggested forming temperature of DONCHAMP® Cast Acrylic is approximately160 – 175° C.
• Drape forming tools should be felt lined, where gloves are to be used in handling & a weight placed on top over the felt lined top female mold. It is suggested that for complex shapes a Male / female mold would be required.
• DONCHAMP® Acrylic will exhibit stretching during the forming process. The level associated with the stretching is dictated by the change in shape. With the typical forming techniques, the altered state is characterized by an enlargement of the surface and then a reduction in the panel thickness.
• DONCHAMP suggests that molds used in the drape forming process are to be preheated, to prevent any warping of the panel & create uniform cooling. We suggest covering the exposed DONCHAMP® Acrylic with a soft textile material.
• Drape forming is mostly commonly used for curved cylindrical shapes. In the drape molding process, we suggest the DONCHAMP® Acrylic panel is held in position by a clamping frame, which covers the entirety of the panel to avoid creasing. Where the elastic memory of the DONCHAMP® Acrylic panel creates difficulties in achieving the definition required, we suggest that better results can be achieved by the inclusion of a female (concave) mold.
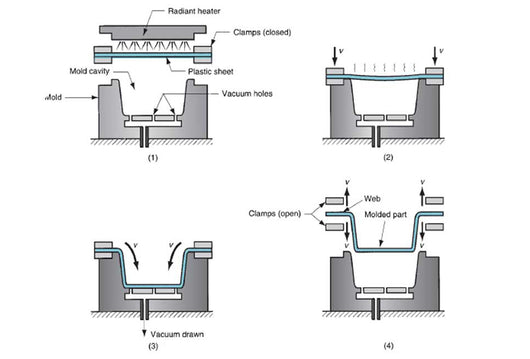
• Blowing / vacuum-forming by using a female mold, can create a finished panel
with a varying wall thickness. Depending on the shape required, part of the
heated DONCHAMP® Acrylic will contact the mold wall & then on cooling, this
area will remain as previous (unstretched).
• The highest degrees of the panel stretching occurs in the centre of the mold. Uniform wall thickness can be created by controlled cooling of the highest stretched area.
• DONCHAMP suggests that the required molds are produced from either cast aluminium or steel. The molds are to incorporate relief valves to assist in reducing any mold over loading & to also provide air ducts / vent holes if possible.
• For thermoforming with male & or female molds, the male mold has the required shape of the finished product, where the female mold is a negative of the male mold.
• Vacuum-forming the clamped DONCHAMP® Acrylic sheet is suggested to be heated by infrared radiation. The panels are heated & positioned over a negative mold, where the vacuum is applied to enable a high definition finished product.
• Blow molding into a female mold with assisted pre-stretching, can also create a high definition DONCHAMP® Acrylic product.
• The heated DONCHAMP® Acrylic panel is pre-stretched & by the addition of a plug, the panel has air pressure applied to create the final desired shape. • The sides are stretched first & then the remaining plug area is stretched & pushed by the plug.
• The highest degrees of the panel stretching occurs in the centre of the mold. Uniform wall thickness can be created by controlled cooling of the highest stretched area.
• DONCHAMP suggests that the required molds are produced from either cast aluminium or steel. The molds are to incorporate relief valves to assist in reducing any mold over loading & to also provide air ducts / vent holes if possible.
• For thermoforming with male & or female molds, the male mold has the required shape of the finished product, where the female mold is a negative of the male mold.
• Vacuum-forming the clamped DONCHAMP® Acrylic sheet is suggested to be heated by infrared radiation. The panels are heated & positioned over a negative mold, where the vacuum is applied to enable a high definition finished product.
• Blow molding into a female mold with assisted pre-stretching, can also create a high definition DONCHAMP® Acrylic product.
• The heated DONCHAMP® Acrylic panel is pre-stretched & by the addition of a plug, the panel has air pressure applied to create the final desired shape. • The sides are stretched first & then the remaining plug area is stretched & pushed by the plug.