DONCHAMP® Cast Acrylic
Laser Cutting Suggested Procedure
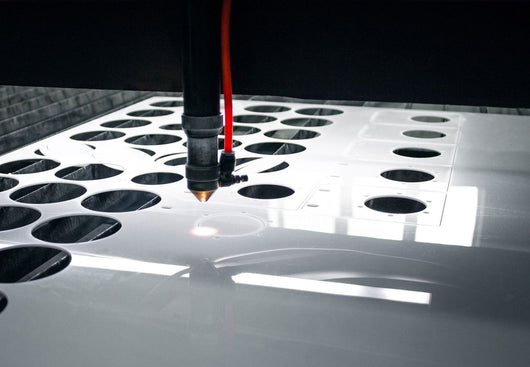
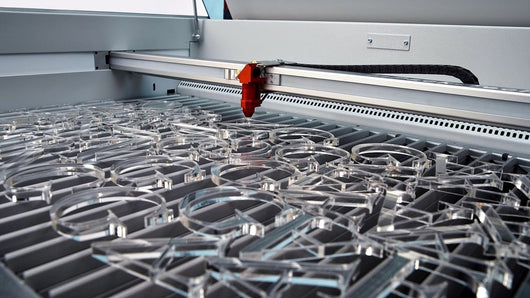
In normal conditions, CO2 lasers can easily cut DONCHAMP® acrylic sheet. The polished gloss cut edges obtained on laser cutting, can sometimes vary in its quality, depending on material grade, material thickness, and colour. DONCHAMP suggests an evaluation prior to commercial cutting and that the laser is adjusted to meet the conditions. DONCHAMP understands that CO2 lasers normally have a power range of between 250 and 1000 watts. It can be difficult to suggest a certain laser performance for individual applications, since this depends on certain factors, such as the purity and water content of the laser gas, the gas throughput, condition of the IR optics.
DONCHAMP has performed tests on DONCHAMP® acrylic sheets in varying
thickness and different degrees of edge finish (gloss) using 300 W to 700 W lasers.
Depending on the laser power, the feed rates will need adjustments to the sheet
thickness to achieve the required level of gloss cut edges, where with thinner sheets,
we suggest higher feed rates & for thicker sheets we suggest lower feed rates. If the
feed is too slow, we have experienced that dull edges will result & in cases where
the feed rate may be too fast, chattered / gouges can appear. In these instances, the
reason for this appearance may also be the result of inaccurate focusing of the laser
beam. DONCHAMP suggests 10W laser power per 1mm sheet thicknesses = high
cutting quality (20-25mm max thickness).
Also, in DONCHAMP’s experience, the edges on sheets of higher thickness will most often appear to be slightly oblique. DONCHAMP suggests focusing the laser beam on the centre of the sheet thickness. If the beam impinges above or below this point, V-shaped or on in particular thick sheets, concave cut edges could be resulting. To obtain edges as rectangular as possible, DONCHAMP suggests adjusting the following focal lengths:
Also, in DONCHAMP’s experience, the edges on sheets of higher thickness will most often appear to be slightly oblique. DONCHAMP suggests focusing the laser beam on the centre of the sheet thickness. If the beam impinges above or below this point, V-shaped or on in particular thick sheets, concave cut edges could be resulting. To obtain edges as rectangular as possible, DONCHAMP suggests adjusting the following focal lengths:

Up to 6 mm thickness:
2 ½” (63.5mm) lens
6 to 15 mm sheet thickness:
5” (127mm) lens
Over 15 mm sheet thickness:
10” (2540mm) lens
Speed: Lower gauge DONCHAMP® acrylic panels require lower/slower speed/feed
rates. If the feed is too slow, dull edges may occur. If the speed/feed rate is too fast,
striation and gouges will appear.
Focusing: In assisting with accuracy, the focus is on the centre of sheet thickness, otherwise it will be result in a dull finish edges, stepping & gouging. If the focus infringes above or below this point, a V-shape edge, or with thicker sheets a concave cut edge, will most likely occur.
Focusing: In assisting with accuracy, the focus is on the centre of sheet thickness, otherwise it will be result in a dull finish edges, stepping & gouging. If the focus infringes above or below this point, a V-shape edge, or with thicker sheets a concave cut edge, will most likely occur.